The first step is to align the body as much as the factory tolerances will allow. To do so, we loosen all of the hinge bolts and the striker and see how close we can get. The factory assembly line did not have very close tolerances in the ’30s, so additional work will be required to obtain a perfect fit.
Pickup trucks from the ’30s were never meant to be high-quality hot rods, but several builders, including Jeff Lilly Restorations, are ready to change that theory. Lots of beater trucks are being built and driven frequently, and it’s great to see some of the cool ideas that come from these old farm or service trucks. Pickups are hot right now, and while some rodders are using low-gloss paint for their final coatings, many opt for a super-slick appearance with precision gaps and laser-straight panels.
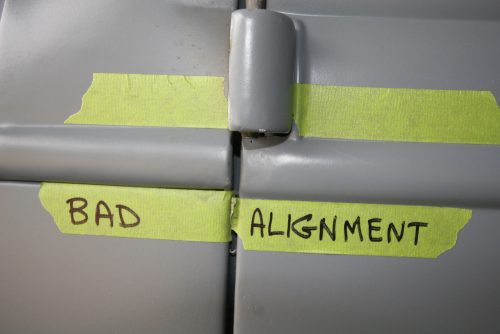
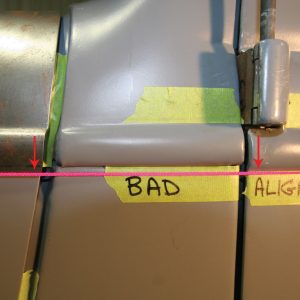
An easy way to reveal a bad alignment is to stretch tape along the top and bottom of the beltline. Obviously, the panels do not align properly, but we’re saving this one for later and moving on to other portions of the pickup.
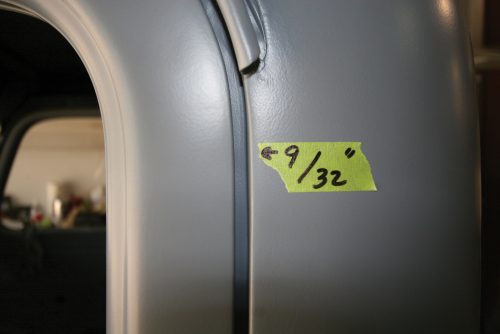
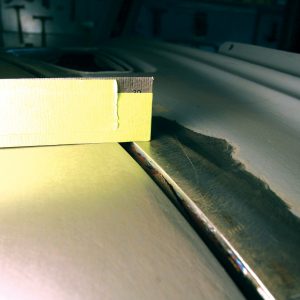
The gaps on this ’36 Ford pickup are very inconsistent, which is normal, but we’re going to change that. The current door-to-cab gap is 9/32 inch in this area, so we’ll simply weld a 1/8-inch rod on the edge to get our desired gap.
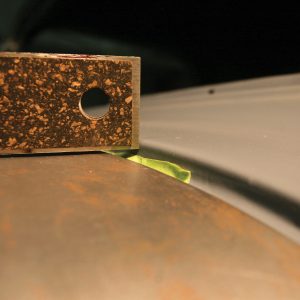
Typical of a ’30s pickup, the door-to-cab gap is wide at the top and narrow at the bottom, with only 5/32 inch of clearance. Whether you’re building a truck with hidden hinges or the original units, the idea is to make the new gaps permanent, so extra care was taken to strengthen the hinge plates and doorposts.
It’s hard to notice the nearly perfect gaps on a late-model truck because we’ve come to expect the best out of modern auto manufacturers, but one look at an original truck from the 1930s is all it takes to appreciate the panel fitment of today. Pickups from the ’30s and ’40s lived as farm implements and service trucks, but rodders are ready to see a change in the endless sea of coupes and roadsters at rod runs. The only major problem that comes from this outbreak of pickup truck fever is that some shops are not taking the extra time to align the panels properly. The tolerances were not close back then, and it takes hours of work to improve them. We’re going to show you what it takes to make the doors and hood fit the cab perfectly.
Now that we have aligned the door as closely as the tolerances will allow, we can remove it and start making our improvements. Judging by the dip where it previously buckled, it is obvious that the door will need strengthening in this area.
We started by removing the old outer sheetmetal and bolting the hinge back in place with carriage bolts after drilling out the original rivets. The inner structure is not strong enough to support the hinge, so we will add these T-braces to stiffen the doorpost structure.
After welding the T-braces into place, we ground everything smooth and removed the hinge to show the nut retainers that we made to allow easy removal of the door. There isn’t much room inside the door, so this will definitely aid in attaching and removing it.
Using 16-gauge steel instead of the original 20-gauge material, we made a new outer cover for the door. This allowed us to close the space between the hinge and the original doorjamb, allowing just enough clearance for the hinge, thus reducing flex in the door.
After attaching the new plate with our carriage bolts, we checked the door to make sure that it was still level. We can now weld it into place while being careful not to warp the metal and cause an unnecessary problem.
With the flexing issue resolved, we can align the panels so that the bodylines match up. Unlike a car or truck from later years, the external-hinged cars are unable to be adjusted up or down by loosening the hinges. The only option here is to cut and raise the striker to allow for proper alignment.
The recipient of this work is a ’36 Ford pickup, but these techniques are very universal and can be applied to any old car or truck. We’ll be cutting, welding and grinding, so the proper eye protection should be worn for each part of the process. No special tools are required for this project, but an air blower should be kept handy at all times to cool the welds and keep the metal from warping.
The crew at Jeff Lilly Restorations goes to great lengths to turn out some of the industry’s top-notch work, and the alterations performed on this ’36 Ford pickup will take it to a new level of quality. If your pickup truck or passenger car has lackluster gaps and you want to change it, then take a look at the photos and utilize the tips on your own project. And whether you want to make minor modifications or perform the extensive work as Jeff Lilly Restorations did, it will take your hot rod hauler from rough to righteous by improving the panel gaps and fitment.
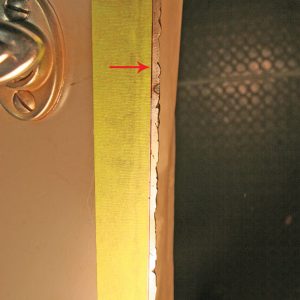
The doorpost guide pins are in place, and the dovetails (shown in photos 11 and 12) slide precisely into place. We did, however, have to touch up the edge of the doorpost (see red arrow), as it was misaligned for many years and bent the edge over.
As with any vehicle produced in the ’30s or ’40s, this ’36 Ford pickup has less-than-perfect gaps between the cowl and hood. We will start by adding a larger body mount to help close the gap by raising the cowl to match it with the angle of the grille.
After some figuring and measuring, we learned that a 1/4-inch taller mount would do the trick. We made the new mounts from red oak, and this will start to get our hood aligned properly.
It will take some time to fix the hood-to-cowl height difference, but we’ve gone too far to stop now. Again, cars built in the ’30s have this problem, and trucks are even more susceptible to misalignment since their main duties were on the farm.
The hood is flat from front to back and with no signs of warping, so adjustments will have to be made to the cowl for proper alignment. The cowl is 1/8 inch higher than the hood, but make sure that the welt cord or rubber seal is in place on the cowl so that there is an accurate reading.
Drastic times call for drastic measures, so we’re going to cut the cowl in several places, beginning with our first marked line just over the edge. We marked both sides and will make pie cuts to perfect the hood-to-cowl fit.
The passenger side received the same treatment, and several pie cuts were made to obtain the exact shape we needed. The cowl is tacked into place for now, and if any changes need to be made, now is the time.
We can tell how the hood lines up with the cowl by laying the straight edge across the two. The alignment looks great, so we can move on to the other areas that need attention.
Using a piece of string, we can illustrate the difference in the bodyline from hood to cowl and from cowl to door. All of our other alignments have been made, so we can turn our attention to this area and perform any modifications necessary to make it all line up.
We cut the bodyline away from the cowl and then moved it to the desired location before fully welding it into place. It was a lot of work, but it looks great after being fully welded and ground smooth.
The last area that we want to repair is the actual door gap between the back of the door and cab. We’ve already fixed the alignment issue with the beltline, but now it’s time to get those gaps just right. We’ll cut along the marked line, add to the door and then grind it back to make the gaps measure a consistent 3/16 inch.
Using an air-powered cut-off tool, we can cut the edge of the door and then tack-weld it to keep the panel from splitting and separating. This will retain the thickness of the door’s edges and make for a clean look.
We clamped the door skin very lightly to prevent a change in shape and welded in 1-inch increments. The welding should be done a little at a time to prevent warping and a cause for more bodywork.
After the metal cools, we can continue to weld, but it should only be small tack welds. We can’t take a chance on warping this door, so great care was taken to keep it cool. We used an air blower to cool the welds, and we advise that you do the same.
It took quite some time to fully weld the door’s edge, but it is built out to the desired amount. We used a MIG welder instead of a TIG welder because of the ease of operation, and we were less likely to warp the panel. It’s time to fire up the grinder.
Warping is also an issue when grinding, so we move around to keep from building too much heat in one area. We can now close the door and mark the gap exactly where we want it.
With 3/4-inch masking tape, we marked our line and then used a marker to make a clean, straight line. We can remove the tape and start cutting our new gap.
We made sure to stay off the marked line with the cut-off wheel because the gap will be fine-tuned with an angle grinder and a file later. It’s also easy to get the metal hot in this stage, so take breaks every now and then to allow proper cooling.
An adjustable file is used to obtain the perfect gap and to finish off the door gap. Long, slow strokes are best, and we want to check periodically to make sure that we’re not removing too much material.
The door gaps received a little more grinding, and the metal was cleaned in preparation for primer. Now we can block the panels to straighten them, but the hard work is done, and our panels are gapped to perfection.
To check for any warping after the door was reattached, we used a straight edge, and it’s looking pretty good. The door-to-cab gaps are 3/16-inch wide, all of the panels fit flush, and all of the bodylines match up perfectly.